In high-volume food production environments, maintaining consistency across multiple processing lines often hinges on how effectively ingredients are managed before they reach the final packaging stage. When working with materials that have distinct physical properties—such as the viscosity and temperature sensitivity of tempered chocolate—the movement of these products becomes a technical challenge. Facility managers frequently find themselves evaluating how to balance efficiency, product integrity, and system longevity, particularly when managing the distribution of ingredients across complex systems.
Coordinating Consistent Output Across Multiple Lines
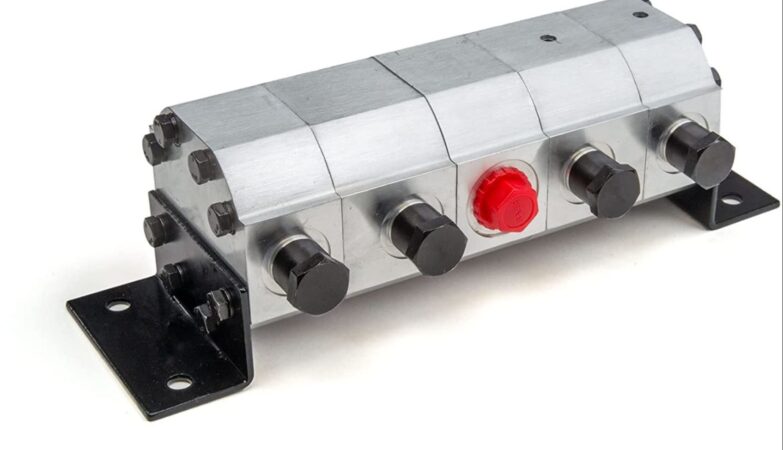
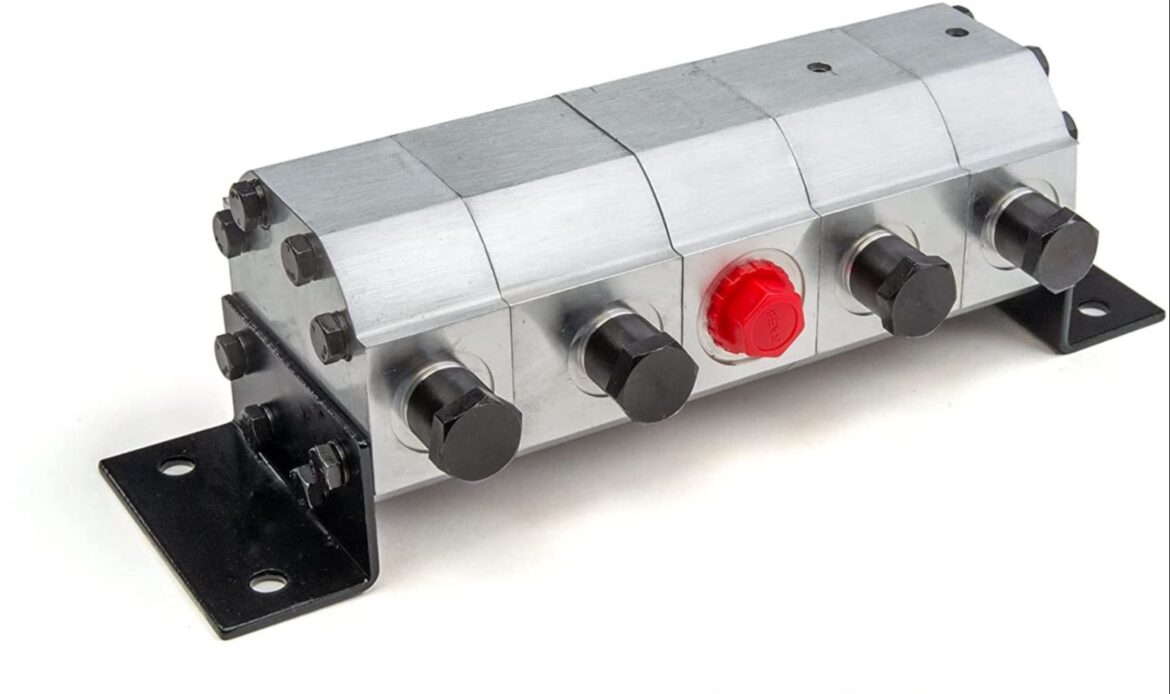
The fundamental challenge in any multi-line production facility is ensuring that each line receives a consistent, regulated volume of product. When a single source supply must be distributed to several deposit points or coating stations, simply splitting a pipe does not ensure an equal or controlled distribution. This is where flow dividers become necessary for precise management.
These components act as regulators within the piping infrastructure. They manage the internal pressure and velocity of the medium, ensuring that the material is distributed according to the requirements of the individual stations. By stabilizing the delivery rates, these devices help reduce the variability that often leads to inconsistent product weight, thickness, or coating quality. For operations aiming for high repeatability, the inclusion of these systems is a common approach to stabilizing output across the floor.
The Role of Specialized Transfer Equipment
Moving viscous materials like molten chocolate requires hardware designed to handle specific physical demands. Chocolate transfer pumps must address the reality that the product can lose quality if subjected to excessive shear forces or if the temperature fluctuates significantly during transit.
Unlike pumps designed for thinner liquids, equipment used for chocolate is typically engineered with features that prioritize gentle handling. This involves low-shear mechanics that protect the structure of the tempered chocolate, ensuring that it reaches its destination in the optimal state for molding or enrobing. These systems often feature integrated heating or cooling jackets that allow operators to maintain the product at a consistent temperature, preventing crystallization or unwanted hardening within the pump chamber. The choice of pump technology—often involving rotary or lobe-based designs—is typically dictated by the required flow rate and the need for easy sanitation.
Balancing Efficiency and Product Integrity
Selecting the right configuration for your facility often involves weighing several operational factors. The goal is to move the product as efficiently as possible without sacrificing the delicate characteristics that define the final item. When evaluating your setup, consider how the following factors tend to influence long-term results:
- Viscosity and Temperature Control: Because chocolate is highly sensitive to heat, the transfer system must prevent local “hot spots” or cold zones. Equipment that provides uniform thermal management throughout the pump head and piping is essential.
- Cleaning and Sanitation Requirements: In food processing, downtime for cleaning is a significant operational cost. Systems that are designed for quick disassembly or that support automated cleaning cycles can provide meaningful efficiency gains.
- System Scalability: Facilities that anticipate future growth often look for modular equipment that allows for the addition of extra lines or increased throughput without requiring a complete overhaul of the existing infrastructure.
Aligning Equipment Choices with Production Goals
Deciding on the right technology depends heavily on the specific nature of the operation. A small-scale operation with limited throughput might find that simpler, manual-adjustment flow management is sufficient. Conversely, a large-scale manufacturer handling high volumes will likely require more sophisticated, automated flow distribution and high-capacity pumping systems to maintain the necessary consistency.
When engaging with a provider, consider asking how their equipment manages potential variations in raw material quality, and what documentation or technical support they provide regarding maintenance and calibration. An effective partnership in this space often involves understanding how the hardware integrates with your existing quality control measures. By focusing on components that are engineered for the specific requirements of the food industry, processors can build a more stable foundation for their production line, reducing the frequency of adjustments and ensuring that the final output meets quality expectations with greater consistency.
Ultimately, the choice of flow dividers and chocolate transfer pumps should be guided by a clear understanding of your facility’s specific capacity needs and the physical requirements of the ingredients being processed. By prioritizing equipment that balances mechanical reliability with the specialized handling required for chocolate, facility managers can improve their operational flow, maintain higher levels of product consistency, and create a more predictable production environment for their teams.